製靴においては、最も一般的な加硫方法はオートクレーブの使用であり、これは本質的に大型の工業用圧力オーブンです。このプロセスでは、組み立てられた靴の部品を高温高圧下で加熱し、ゴム部品同士および靴のアッパーとの間に永続的な結合を形成する化学反応を開始させます。
その中心的な原理は、単に加熱するだけでなく、熱と圧力を組み合わせて生ゴムを、靴に永続的に接合された、強靭で一体化し弾力性のあるソール構造に化学的に変換することです。
加硫とは何か、そしてなぜ重要なのか?
オートクレーブが使用される理由を理解するには、まず加硫の基本的なプロセスを理解する必要があります。これは、ゴムに製靴で連想される特性を与える化学的変換です。
原材料から耐久性のあるゴムへ
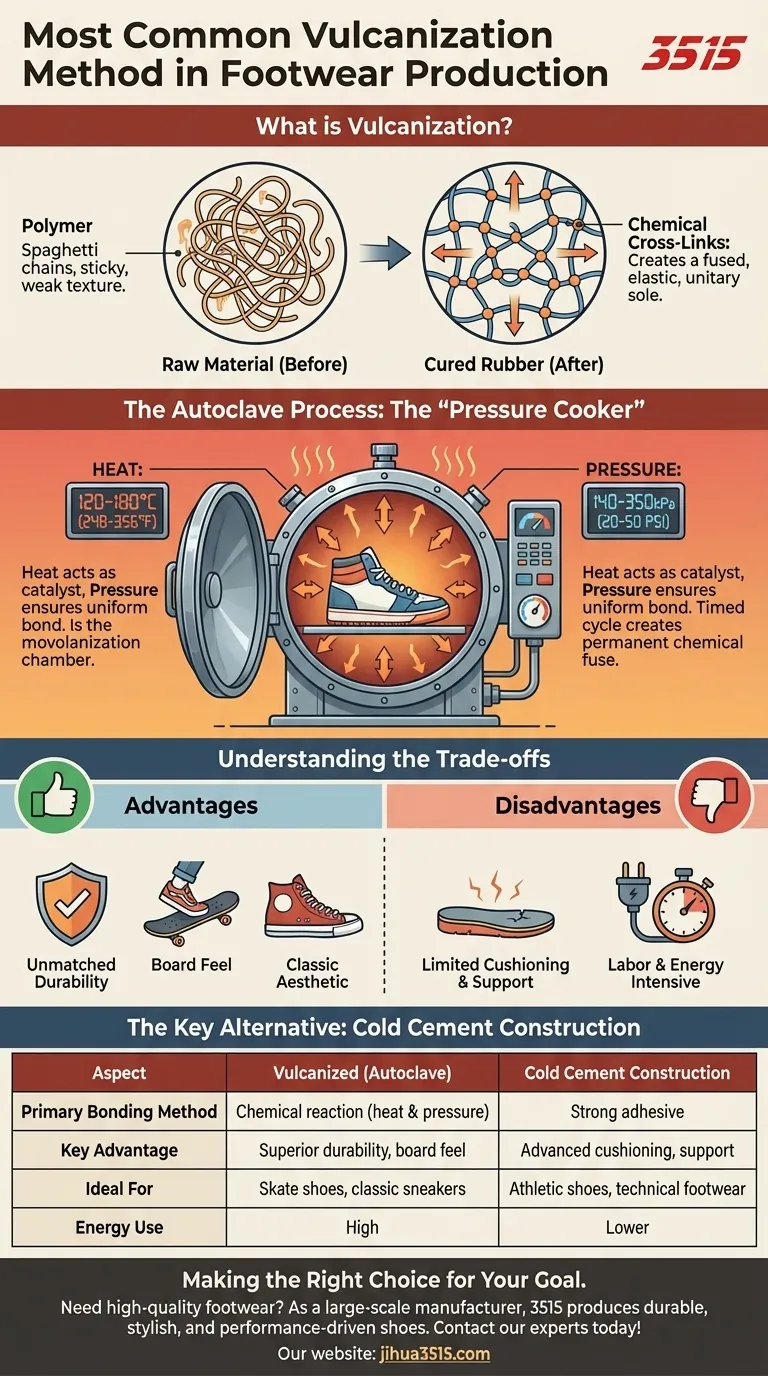
天然ゴムは本質的に粘着性があり、弱く、温度変化によって容易に変形します。加硫は、加硫剤(最も一般的には硫黄)を添加し、加熱することによってこれを解決します。
このプロセスにより、ゴム内の長いポリマー鎖の間に化学架橋が形成されます。
化学的変換
ポリマー鎖を、ゆるく絡まったスパゲッティの束だと想像してください。架橋プロセスは、すべての鎖を一本の弾力性のあるネットに結びつける接続を追加するようなものです。
これにより、ゴムはプラスチック材料(永久に変形するもの)から弾性材料(元の形状に戻るもの)に変化します。
結果:接合された一体型ソール
製靴において、加硫はアウトソールだけを処理するわけではありません。ゴムのアウトソール、サイドテープ(フォクシング)、つま先キャップをキャンバスやレザーのアッパーに同時に接合し、単一で分離不可能なユニットを作成します。

オートクレーブプロセス解説
オートクレーブは、この化学反応を工業規模で完璧に実行するために必要な、特定の制御された環境を提供します。
靴のための「圧力鍋」
オートクレーブを非常に精密な圧力鍋と考えてください。靴が内部に装填され、チャンバーが密閉され、環境が慎重に制御されます。
主要な操作パラメータは熱と圧力であり、通常は120〜180°C(248〜356°F)および140〜350kPa(20〜50 PSI)の範囲です。
熱と圧力の役割
熱は、架橋反応を開始および加速する触媒です。170°Cのような温度では、この反応はわずか10分で開始できます。
圧力も同様に重要です。すべてのゴム部品をアッパーにしっかりと押し付け、空気のポケットを排除し、すべての表面にわたって完全で均一な結合を保証します。
正確にタイミングされたサイクル
全体のサイクルは慎重にタイミングされています。時間が不足すると、加硫が不完全になり、結合が弱くなります。時間が長すぎると、ゴムが過度に硬化し、脆くなりひび割れやすくなります。
トレードオフの理解
加硫構造は明確な利点を提供しますが、特定の種類の製靴には不向きな制限も伴います。
利点:比類なき耐久性とボードフィール
主な利点は耐久性です。ソールが化学的にアッパーに接合されているため、剥離や分離に対して非常に耐性があります。
この構造はまた、優れた地面感覚、しばしば「ボードフィール」と呼ばれる、スケートボードで高く評価される、薄くて柔軟なソールをもたらします。
利点:クラシックで時代を超越した美学
このプロセスは、Converse Chuck TaylorsやVans Authenticsのようなクラシックなスニーカーの象徴的な外観を作成し、包み込まれたゴム製フォクシングテープが特徴です。
欠点:クッション性とサポートの制限
単純な熱接合構造では、現代の運動用ランニングシューズに使用される複雑な多密度フォームミッドソール(EVAなど)を容易に組み込むことができません。これは一般的にクッション性とアーチサポートが少ないことを意味します。
欠点:より多くの労働力とエネルギーを必要とする
加硫靴の製造は、特にフォクシングテープの正確な巻き付けにおいて、より多くの手作業を必要とすることがよくあります。大型オートクレーブを加熱するプロセスも、他の方法と比較して非常にエネルギー集約的です。
主要な代替手段:コールドセメント構造
加硫を完全に理解するには、その主な代替手段と比較することが役立ちます。
加硫:熱によって鍛造された結合
これまで説明したように、この方法は熱と圧力によって引き起こされる化学反応を使用して、靴の部品を一つの部品に「溶接」します。
コールドセメント:接着剤ベースの組み立て
コールドセメント構造では、靴のアッパーとプレ成形されたソールユニットは別々に製造され、強力な接着剤を使用して接合されます。これは、フォーム、プラスチック、ゴムなどの複数の素材で作られた複雑なソールユニットを可能にするため、現代のランニングシューズの主要な方法です。
目標に合わせた適切な選択
これらの2つの製造方法を理解することで、意図されたパフォーマンスと特性に基づいて製靴を選択できます。
- 耐久性、ボードフィール、クラシックなスタイルを最優先する場合:加硫構造は、スケートシューズやヘリテージスニーカーの決定的な選択肢です。
- 高度なクッション性、アーチサポート、または軽量パフォーマンスを最優先する場合:コールドセメント構造は、アスレチックシューズ、ハイカー、テクニカルフットウェアに適しています。
最終的に、靴がどのように作られているかを知ることで、ブランドを超えて、そのデザインに固有の機能的なトレードオフを理解することができます。
概要表:
| 側面 | 加硫構造(オートクレーブ) | コールドセメント構造 |
|---|---|---|
| 主要な接合方法 | 化学反応(熱と圧力) | 強力な接着剤 |
| 主な利点 | 優れた耐久性、ボードフィール | 高度なクッション性、サポート |
| 最適な用途 | スケートシューズ、クラシックなスニーカー | アスレチックシューズ、テクニカルフットウェア |
| エネルギー使用量 | 高(エネルギー集約型) | 低 |
高品質の加硫またはコールドセメント製靴が必要ですか? 大規模メーカーとして、3515は、流通業者、ブランドオーナー、およびバルククライアント向けに、耐久性、スタイリッシュ、およびパフォーマンス重視の包括的な靴とブーツの範囲を製造しています。お客様の市場に最適な製造方法を選択するお手伝いをさせてください。今すぐ専門家にご連絡ください、お客様の製造ニーズについてご相談ください!
ビジュアルガイド
関連製品
- 高トラクションのゴム底と卸売耐久性のあるカモキャンバスシューズ
- 卸売&カスタムブランド製造のための耐久性のあるゴム底のユーティリティシューズ
- 耐久性のあるゴム底の屋外の靴卸売&カスタム製造
- プレミアム卸売防水安全ブーツ 産業市場向け高性能保護
- バルク供給向けプレミアムグレインレザー安全ブーツ








